















| 材质 | 聚晶立方氮化硼 |
|---|---|
| 规格 | 规格型号齐全 |
| 加工范围 | HRC45以上 |
| 结构类型 | 复合式 |
| 类型 | 粗精车均可 |
| 执行质量标准 | 国标 |
| 标准编号 | hlcbn |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 国标 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 标准可选 |
| 品牌 | 郑州华菱超硬 |
| 型号 | BN-S30 |
| 打样周期 | 2-3天 |
| 刀片形状 | 国标 |
| 刀片切削刃长度 | 国标 |
| 刀尖圆角半径 | 国标 |
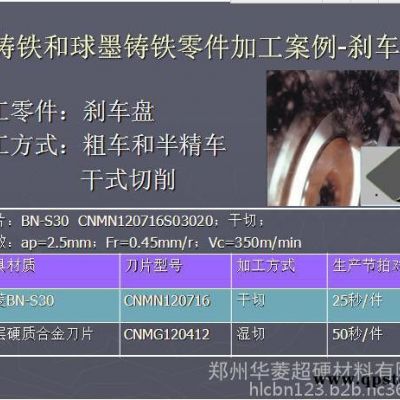
车加工刹车盘制动鼓选用什么材质的刀具【华菱超硬BN-S30牌号】
1、普通刀具车加工刹车盘制动鼓常遇到哪些刀具问题呢?
普通硬质合金车加工刹车盘制动鼓容易出现不耐磨、崩刃、频繁换刀磨刀等现象,那是因为普通硬质合金刀具本身的硬度不高,而后出现陶瓷刀具车加工刹车盘制动鼓等汽车零部件,因为陶瓷比较脆,在连续精加工时使用还可以,但是只能低速加工,这样生产效率低而刀具成本高!
2、 华菱超硬立方氮化硼刀具比普通刀具的优势有哪些呢?
华菱超硬刀具是采用非金属粘合剂立方氮化硼刀具,其本身的硬度是普通刀具硬度的好几倍,加工效率和耐磨性是普通刀具的几十倍不止,立方氮化硼刀具其较高的红硬性,使其可实现高速车加工,是目前加工黑色金属**好的刀具材料。

刹车盘制动鼓是汽车**的零部件之一,刹车盘制动鼓一般要求精度和光洁度较高,传统的硬质合金刀具车加工刹车盘制动鼓容易出现不耐磨崩刃等现象,后来采用陶瓷刀具车削加工,因为陶瓷脆性大,在连续精车削加工还可以,但是承受不了大余量粗车削加工和断续精车削加工,随后,郑州华菱研制出非金属粘合剂立方氮化硼刀具BN-S30牌号,是整体式立方氮化硼刀具,耐磨性和耐冲击性很好,不仅能大余量粗车削加工还能断续精车削加工,光洁度能达到Ra0.8以内,是目前车加工汽车零部件刹车盘、制动鼓**好的刀具!
华菱超硬BN-S30材质的立方氮化硼刀具在车加工刹车盘制动鼓方面已经得到广泛应用。在车加工刹车盘制动鼓时,BN-S30材质的立方氮化硼刀具能够保证刹车盘制动鼓获得很好的光洁度和亮度,并大大提高车削加工刹车盘制动鼓效率,能实现高温状态下稳定车削加工。
BN-S30牌号立方氮化硼刀具在车削加工刹车盘制动鼓的形位公差(平行度、平面度)和粗糙度、车削加工亮度方面取得了很好的成效,并使车削加工刹车盘制动鼓效率得到成倍的提高。
车加工刹车盘制动鼓选用什么材质的刀具【华菱超硬BN-S30牌号】
延伸阅读:
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬加工,可断续加工【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难加工材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速加工【刀具寿命是合金刀具寿命的10-20倍】











